APPLICATION NOTE NO. 88
Frame Coating Repair for the
SBE 32 Carousel Water Sampler
April 2008

 Print
version
Print
version
This Application Note reviews making repairs to
the coating on the frame of the SBE
32 Carousel Water Sampler.
Background
The SBE 32 Carousel’s frame is aluminum. The
frame components are coated with Plascoat® PPA 571ES, a polymer alloy
coating manufactured by Plascoat Systems Limited. PPA 571ES is a thermoplastic
coating powder, which melts to form a fusion-bonded coating. PPA 571ES is unlike
the thermosetting power paints normally associated with the powdercoat
process, as it does not undergo chemical cross-linking during the curing
process.
Damage (chips, scrapes, etc.) to the coating can
lead to corrosion of the frame. Additionally, use of the Carousel for trace
metal analysis of water samples requires that the aluminum frame be completely
encapsulated. The best method for repairing damage to the frame coating is to
have the part(s) stripped and recoated. However, this is not always practical;
this application note provides a method for repairing frames in the field, using
the PPA 571ES powder.
Notes:
- While other paints and materials may be
used to make cosmetic repairs to the frame parts, they are not likely to
completely adhere to the existing PPA 571ES coating, and may allow water to
penetrate, leading to corrosion of the aluminum frame. In addition, most other
coating products do not have the elasticity of the PPA 571ES, and are likely
to crack and flake when exposed to sea pressure; again, this will allow water
penetration, leading to corrosion of the aluminum frame.
- A copy of the current product data sheet for
PPA 571ES is included at the end of the
pdf version of this Application Note
for your convenience. See Plascoat’s website for the most up-to-date
specifications (www.plascoat.com/techdocs/datasheets/plascoat_ppa_571_es.htm).
Repairing Small Chips and Scrapes
This repair procedure applies only to small areas
of damage, where the coating has been pushed away from the surface rather
than scraped off of the surface. For example, a small gouge caused by a tool or
a small nick can be repaired using this technique.
Note: If there are multiple gouges or nicks on a
part, consider carefully removing the material around the gouges / nicks and
following the instructions for repairing larger damaged areas. It may be easier
to repair one large area than to repair many small gouges / nicks.
Recommended Tools and Supplies
- Soldering iron with clean tip, preferably
un-tinned (electric or propane)
- Heat gun, high temperature (648 °C
recommended); typically available at industrial supply shops (for example,
item #78864 Fully Adjustable Electronic Heat Gun from Griot’s Garage –
www.griotsgarage.com – was used by Sea-Bird for this repair procedure)
- Cellulose thinner or white spirit, for
degreasing
Procedure
- Clean the area of any salt residue.
- Clean / degrease the exposed metal using a
cellulose thinner or white spirit.
- Heat the outside edges of the damage, using
direct contact with the tip of the soldering iron. Use the tip of the
soldering iron to push the plastic material back together.
- Once the material has been pushed together,
smooth the material with the heat gun. Aim the heat gun directly at the
repair until enough heat is built up to allow the repaired material to flow
and smooth out. This will take quite some time, due to the large thermal mass
of the frame parts (in tests at Sea-Bird, it took approximately 5 minutes to
heat the part sufficiently for the material to flow and smooth out).
Repairing Larger Scrapes
This procedure applies to larger areas of damage,
where the coating has been severely scraped and removed from the part (see photo
below).
Recommended Tools and Supplies
- Heat gun, high temperature (648 °C
recommended); typically available at industrial supply shops (for example,
item #78864 Fully Adjustable Electronic Heat Gun from Griot’s Garage –
www.griotsgarage.com – was used by Sea-Bird for this repair procedure)
- Propane torch (for extremely large areas)
- IR thermometer, to determine temperature of
repair area; typically available at industrial supply shops (for example, item
#50395 Infrared Laser Thermometer from Griot’s Garage ‑
www.griotsgarage.com – was used by Sea-Bird for this repair procedure)
- Metal file, for removing loose coating
- Sandpaper, non-metallic, varying grits, for
removing loose coating and sharp edges, and smoothing new coating
- Cellulose thinner or white spirit, for
degreasing
- Plascoat® PPA 571ES powder;
available from Sea-Bird in part number 50439 (Carousel Frame Powder Kit),
which contains 100 grams of the powder in a small container. The example
repair shown in the photos below used approximately 5 grams of the powder.
- Small flour sifter, for evenly dispersing
powder onto the metal surface
Procedure
- Completely remove all loose coating material
from the area to be repaired, using a metal file or sandpaper.
- Sand any burrs or gouges in the aluminum to
remove sharp edges.
- Clean / degrease the exposed metal with a
cellulose thinner or white spirit.
- Heat the exposed metal using a heat gun or
propane torch. Do not allow a direct flame to contact the undamaged coating
material; direct contact will damage and discolor the material. Use the IR
thermometer to monitor the temperature; a minimum temperature of 150 °C is
required for the powder to adhere to the part.
(In tests at Sea-Bird, it took
approximately 15 minutes to heat the part to 150 °C with a heat gun).
- Once the part has reached the required
temperature, carefully apply the PPA 571ES powder to the part. Sprinkle the
powder on evenly, in thin coats, using a small flour sifter. It is important
to build the repair slowly, with thin coats of powder. Continue to maintain
the heat on the part to allow the material to flow evenly. When enough powder
has been added to fill in the damaged area, allow the part to cool.
- When cool, the new coating can be treated
further to improve the appearance of the repair, if desired
(these steps improve the appearance of the repair, but are not
required):
- To match the contour of the surrounding
coating, sand the new coating.
- To restore the gloss to the coating,
heat the repaired and sanded area with the heat gun.
|

Coating scraped from frame part; damaged area approximately 2 inches (5 cm)
long. |
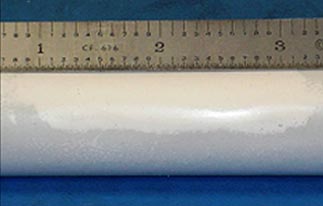
Repaired frame part.
Repair has been sanded and had heat applied to restore gloss finish
(steps 6A and 6B). |
Last modified:
05 May 2010
Sea-Bird Home Phone: (+1) 425-643-9866
Fax: (+1) 425-643-9954 E-mail:
seabird@seabird.com